

Grain Suction Pumps have emerged as the gold standard for addressing these challenges, offering transformative benefits in pneumatic conveying, grain extraction, and bulk material transfer. This article explores how these systems enhance grain elevator performance while aligning with global development trends.
1. Precision Vacuum Conveying for Contamination-Free Operations
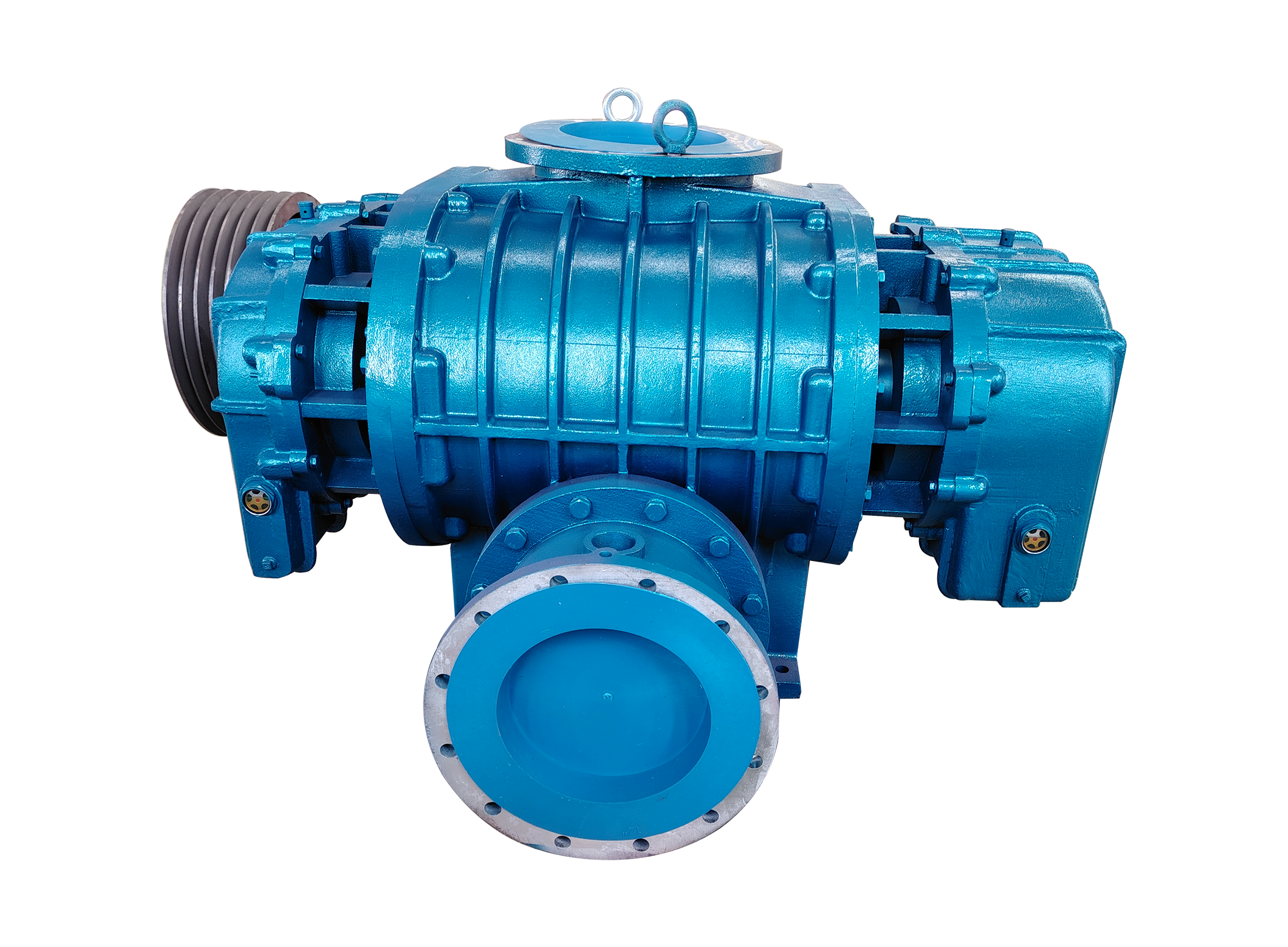
Grain Suction Vacuum Pumps generate stable negative pressure (-20 to -50 kPa) to create a controlled airflow that lifts grains without physical contact, minimizing contamination risks. Unlike traditional screw conveyors, their non-contact design ensures:
99.9% dust-free transfer: Critical for allergen-sensitive environments like flour mills .
Gentle handling: Reduces grain breakage rates to <0.1% during extraction from silos or storage bins .
Closed-loop systems: Prevent external contaminants (e.g., insects, moisture) from entering storage facilities .
2. Energy Efficiency & Cost Optimization
Grain Suction Vacuum Pumps achieve 85–90% mechanical efficiency in mid-to-low-pressure ranges (9.8–196 kPa). Their unique advantages include:
Low specific power consumption: Consumes 30% less energy than centrifugal pumps for equivalent airflow .
Variable speed control: Adjust airflow dynamically to match grain throughput (e.g., 20–100 m³/min), reducing idle energy waste.
Reduced maintenance costs: Seal-free rotor design minimizes wear, extending MTBF to 6,000+ operational hours.
Case Study: A Brazilian grain elevator reduced energy costs by 18% after replacing centrifugal pumps with Roots blower systems, handling 500 tons/day of soybeans .
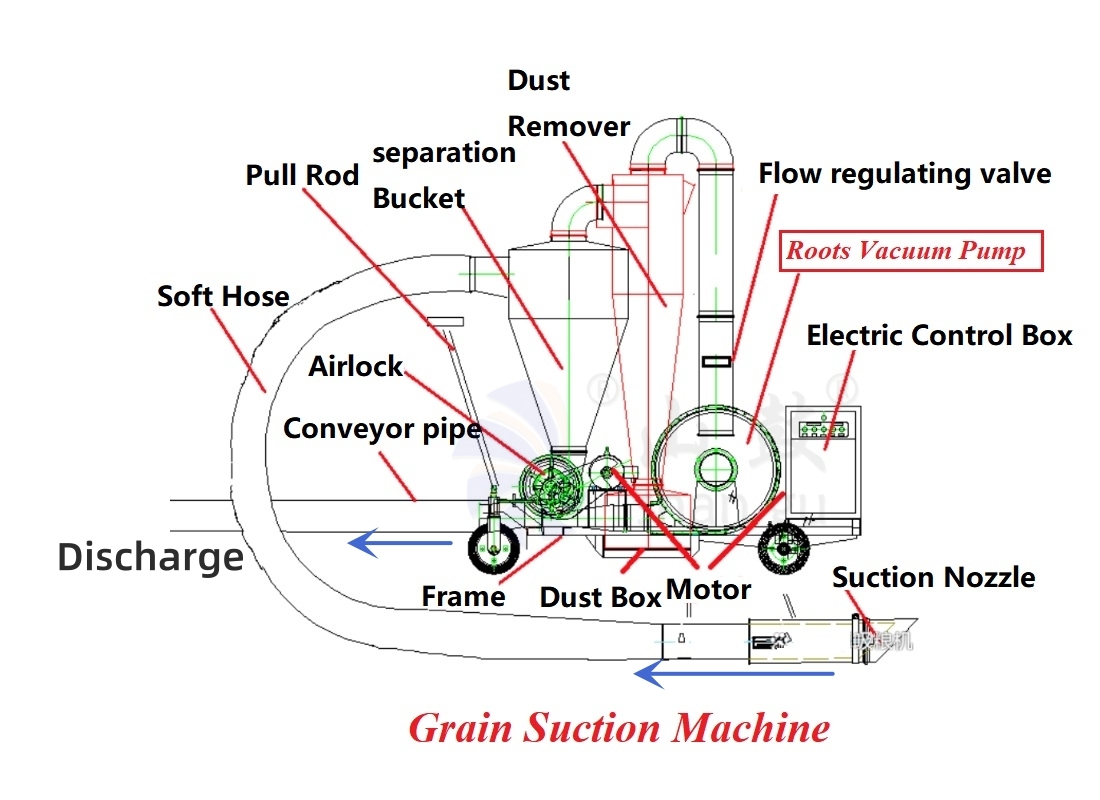
3. Multi-Stage Applications for Complex Workflows
Grain Suction Pumps integrate seamlessly into advanced grain processing systems:
| Process | Iarrchán | Performance Value |
| Raw grain extraction | Vacuum suction from silos | 40.57 m³/min flow rate, -40 kPa pressure |
| Iompar neomatach | Transport wheat to milling systems | 150 m horizontal reach, <2% breakage |
| Dust extraction | Capture airborne particles during unloading | 99.97% filtration efficiency |
| Cooling system | Circulate ambient air for grain aeration | Maintain 15–20°C in storage facilities |
This versatility positions Roots blower systems as indispensable in both vertical silos agus horizontal conveyor networks
4. Smart Automation & Predictive Maintenance
Modern Grain Suction Pumps integrate IoT-enabled sensors to optimize performance:
Vibration analysis: Detect rotor imbalance (threshold: ≤2.8 mm/s) before mechanical failure.
Thermal imaging: Monitor bearing temperatures (>80°C triggers alerts).
Pressure trends: Predict filter blockages (ΔP >15% initiates cleaning protocols).
This predictive maintenance model reduces unplanned downtime by 35% and extends bearing lifespan to 3+ cian go raibh
5. Compliance with Global Safety Standards
Grain Suction Vacuum Pumps adhere to ISO 9001 agus ATEX certifications, ensuring:
Explosion-proof designs: Safely handle combustible grain dust (ATEX Zone 22 compliance) .
Noise reduction: <85 dB(A) operation meets International standards for worker safety.
Material certifications: Stainless steel housings resist corrosion from humid environments
Why Choose Our Grain Suction Vacuum Pumps?
Customizable Configurations: Adjustable inlet/outlet ports for silo geometries (DN100–DN600).
Global Compliance: CE certifications for food-grade applications.
24/7 Support: On-site installation assistance and multilingual technical documentation.
For grain elevator operators in India, An Bhrasaíl, agus Sub-Saharan Africa requiring durable pneumatic systems, our Grain Suction Vacuum Pumps offer a 12-month warranty and free performance audits .
Grain Suction Vacuum Pumps generate stable negative pressure (-20 to -50 kPa) to create a controlled airflow that lifts grains without physical contact, minimizing contamination risks. Unlike traditional screw conveyors, their non-contact design ensures:
99.9% dust-free transfer: Critical for allergen-sensitive environments like flour mills .
Gentle handling: Reduces grain breakage rates to <0.1% during extraction from silos or storage bins .
Closed-loop systems: Prevent external contaminants (e.g., insects, moisture) from entering storage facilities .
